Наше предприятия изготавливает различные ножи для рубки металла. Мы выполняем перешлифовку рабочей поверхности ножей, восстановление геометрии поверхности режущих кромок, заточку ножей.
Ножи используются для резки и обрезки кромок черных и цветных металлов на пресс-ножницах и гильотинах, на станках для резки арматуры. Ножи используются также в различных измельчительных установках: агломераторы (грануляторы), дробилки (шредеры), алигаторные ножницы для измельчения металлолома.
Промышленные ножи бывают прямоугольные, круглые, фигурные.
Изготавливаем эксклюзивную продукции, изделие любого размера и формы по чертежам заказчика или по ГОСТ 25306-82, ГОСТ 25454-82.
Ножи изготавливаем с соблюдением всех требований к качеству изделия.
Для ножей используется различные стали: 6XC, 9ХС, 9ХФ, 5ХHBC, 5ХB2C, 6XB2C, ХВГ, ХВСГ, ХГ2М, У8А, Х12Ф1, Х12МФ, ХБВФ, Р6М5, 4Х5В2ФС, 7ХГНМ, 6Х3МФС, 6Х6В3МФС, 8Х6НФТ, 9Х5ВФ, Х6ВФ, 38ХМ.
Традиционные стандартные ножи изготавливаются длиной L = 110-2000 мм, шириной
B = 50-220 мм и толщиной S = 12-120 мм по ТУ14-1-1900-76 твёрдостью для холодной резки металла 52…59 HRC, для резки металла в горячем состоянии — 40…50 HRC.
|
№ |
Модель |
Размер, мм |
|||
|
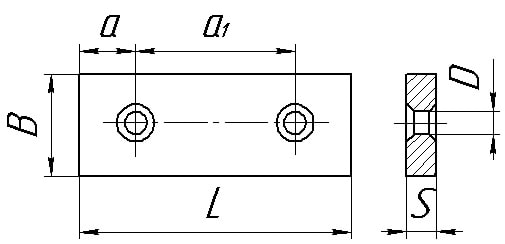
L*B*S |
D/ кол. отв. |
a |
a1 |
||
|
1 |
ССК-25 |
36х28х15 |
18/2 |
10 |
16 |
|
2 |
СПР12 |
48х30х14 |
М10/2 |
10 |
28 |
|
3 |
Н1226 / А-50 |
60х60х20 |
М12/1 |
30 |
|
|
4 |
СМЖ-175 |
88х59х24 |
М12/2 |
23 |
42 |
|
5 |
СМЖ-172 |
110х40х18 |
11/2 |
25 |
60 |
|
6 |
СМЖ-172А, СМЖ-172БМА |
110х40х18 |
М12/2 |
25 |
60 |
|
7 |
СМЖ-322А / С-370 |
110х50х42,5 |
12,5 |
22,5 |
65 |
|
8 |
С-150 |
110х110х20 |
М20 |
55 |
|
|
9 |
С-60 |
110х110х37 |
|||
|
10 |
С-445 / СМЖ-175 |
110х105х35 |
|||
|
11 |
С-445 |
110х120х35 |
|||
|
12 |
СМЖ-322 |
160х50х42,5 |
12,5/2 |
40 |
80 |
|
13 |
GQ-40 |
83х83х26 |
М14/2 |
||
|
14 |
GQ-40 |
82х82х16 |
М16/1 (второй нож без отв.) |
||
|
15 |
GQ-50 |
90х90х26 |
М16/2 |
||
|
16 |
GQ-40B |
82х70х16 |
|||
|
17 |
GQ-40B |
84х84х16 |
М16/1 (второй нож без отв.) |
||
|
18 |
GQ-50N |
75х90х20 |
|||
|
19 |
GQ-50N |
90x90х20 |
М18/1 (второй нож без отв.) |
||
Ножницы гильотинные используются для выполнения резки листового металла в продольном и поперечном направлениях.
В зависимости от привода ножа гильотины бывают:
- с ручным приводом - способны резать пластмассу, резину и металл небольшой толщины. Они не потребляют энергию, нож приводится в движение человеческой силой через пружинно-рычажной механизм;
- с механическим приводом - приводятся в действие электрическим двигателем через механизм;
- с гидравлическим приводом.
Изготовление ножей любой сложности. Цены по договоренности.
Пресс ножницы (комбинированные) — это оборудование, которое предназначено для резки сортового (профильного), фасонного и полосового проката, квадратной и круглой стали, швеллеров, уголков, круга, двутавра, вырубки открытых пазов, а также для пробивки отверстий прямоугольной, квадратной, круглой или любой другой формы в фасонном, полосовом и листовом прокате, включая пробивку пазов прямоугольной и треугольной формы.
Станки для резки и гибки арматуры предназначены для разделки и формовки арматуры.
Агломераторы или гранулятор предназначены для переработки отходов полимеров, преобразуя их в гранулы – агломерат.
Дробилки - измельчители применяются для дробления материалов с низкой твердостью и прочностью, наряду с повышенной влажностью и вязкостью, а также для измельчения твердых каменных материалов.
В зависимости от вида рабочего органа и способа закрепления рабочих элементов – бил дробилки бывают роторные, стержневые, валковые, щековые, конусные, молотковые.
Шредеры применяются для измельчения различных видов промышленных и бытовых отходов.
Промышленные шредеры исользуются для разрывания практически любых видов материалов. Шредеры могут быть универсальными, для переработки практически любого материала и специализированными, для переработки строительного мусора, с включениями значительного количества металла; отходы деревообработки, деревянные паллеты, ящики с гвоздями; пластмасс.
Аллигаторные ножницы применяются для холодной резки длинномерного лома, заменяя резку металла пламенем горелки.
Ножи для измельчения работают с ударными нагрузками и твердыми материалами, что требует применение специальных легированных сталей и режимов термической обработки. Ножи, закаливают до твердости 62..65 HRC.
Для изготовление ножей агломераторов и дробилок для щепы используют сталь обеспечивающая прочность и стойкость режущей кромки динамическим нагрузкам. Для этих ножей подходит сталь 6XB2C, 4Х5В2ФС, 9ХС, Х12МФ, 6Х6В3МФС, Р6М5. Твердость рабочей части ножей составляет 55…59 HRC.
Ножи для шредеров изготавливают из сталей которые обеспечивают прочность износостойкость. Для этих ножей подходит сталь 6XC, Х6ВФ, Х12МФ, ХГ2М, 7ХГНМ, 6XB2C, 6Х3МФС, 6Х6В3МФС. Твердость рабочей части ножей составляет 60…62 HRC.
Сталь У8 – это углеродистая не легированная сталь, предназначена для условий эксплуатации не вызывающих нагрева режущей кромки. Из этой стали изготавливают режущий и слесарный инструмент. Содержание углерода – 0,78-0,83%, хрома – не более 0,2%. Твердость после закалки в пределах 61-63HRC.
Сталь, остальные марки – это легированные инструментальные стали, применяется для изготовления ножей для резки металла, сталь 6Х3МФС применяется также для изготовления пуансонов с повышенными динамическими нагрузками.
Для закалки сталь У8А нагревают до 780…800 0C. Закалку проводят в воде или в водных растворах солей а также в масле. При закалке в воде заготовку нагревают до 780 0С, при закалке в масле – до 800 0C. После закалки инструментальные углеродистые стали подвергаются низкому отпуску при 150 – 170 0С (рис. 2), снимающего значительную часть закалочных напряжений при сохранении высокой твердости. Формируется структура мартенсит отпуска. Окончательно обработанный инструмент из углеродистой инструментальной стали имеет твердость 57…63 HRC. Углеродистые стали обладают низкой прокаливаемостью не больше 25мм. Заготовки сложной формы с резкими переходами а также с большим отношением ширины к длине подвергаются короблению и деформации. По этому из них изготовляют в основном инструмент небольшой толщины и длины (напильники, ножовочные полотна, хирургический инструмент).
Для изготовления деталей которые имеют большую длину, толщину, сложную форму необходимо использовать легированную инструментальную сталь с необходимыми свойствами.
Для закалки сталь 5ХB2C, 6XB2C нагревают до температуры 900…920 0С, сталь 6Х3МФС нагревают до температуры 980…1000 0С. Закалку выполняют в масле. Отпуск производят при температуре 180 0С. Твердость после окончательной термообработке составляет 55…57 HRC.
Перешлифовка ножей.
В процессе эксплуатации ножи для рубки подвергаются изнашиванию. Циклически действующая нагрузка вызывает усталостное выкрашивание рабочей поверхности лезвия ножа, закруглении режущей кромки, износ ножа по толщине.
Мы выполняем перешлифовку рабочей поверхности ножей, восстановление геометрии поверхности режущих кромок, заточку ножей.





